


Физико-химические основы процесса. К. к. проводят в прямоточных реакторах с восходящим потоком микросферич. катализатора (т. наз. лифт-реакторах) или в реакторах с нисходящим компактным слоем шарикового катализатора. Отработанный катализатор непрерывно выводят из реакторов и подвергают регенерации путем выжига кокса в отдельном аппарате. Типичные для обеих модификаций процесса рабочие параметры: т-ра соотв. в реакторе и регенераторе 450-520 и 650-750°С; давление до 0,4 МПа; время контакта углеводородного сырья с микросферич. катализатором ок. 3 с, объемная скорость подачи сырья для К. к. с шариковым катализатором 1-3 ч-1; массовое соотношение катализатор: сырье, или кратность циркуляции катализатора, от 3:1 до 8:1, расход катализатора 0,3-0,4 кг/т сырья. В обоих случаях при К. к. происходят след. основные р-ции: разрыв связей С-С, т. наз. перераспределение водорода (гидрирование и дегидрирование), деалкилирование, дегидроциклизация, полимеризация, конденсация. Соотношение скоростей этих р-ций зависит от состава сырья, типа катализатора и условий проведения процесса. При К. к. парафинов образуются гл. обр. менее высокомол. алканы и олефины, причем содержание последних увеличивается с повышением мол. массы сырья. Более высокомол. парафины расщепляются легче в отличие от низкомолекулярных. Крекинг парафинов нормального строения сопровождается вторичными р-циями, приводящими к образованию ароматич. углеводородов и кокса, и обычно происходит труднее и менее глубоко, чем расщепление изопарафинов. Нафтеновые углеводороды с длинными алкильными цепями при К. к. превращаются в алкилнафтеновые или алкилароматич. углеводороды со сравнительно короткими боковыми цепями. Крекинг ароматич. углеводородов (преим. алкилароматических) сопровождается их деалкилированием и переалкилированием, а также конденсацией. При деалкилировании образуются парафины, олефины и алкилароматич. соединения меньшей мол. массы. Реакц. способность ароматич. углеводородов возрастает с увеличением их мол. массы. Конденсация ароматич. углеводородов друг с другом или с непредельными соед. приводит к образованию полициклич. углеводородов, что способствует отложению кокса на пов-сти катализатора. Наряду с упомянутыми происходят след. важные вторичные р-ции: изомеризация, полимеризация, циклизация и др. р-ции с участием олефинов, образующихся при крекинге сырья; алкилирование ароматич. углеводородов, приводящее к более тяжелым продуктам, к-рые способны алкилироваться дальше или конденсироваться с образованием кокса и т. д. Поскольку отложению кокса на пов-сти катализатора способствуют все вторичные р-ции, интенсивность их оценивают соотношением выходов бензина и кокса. Чем выше это соотношение, тем селективнее процесс. Кол-во и качество продуктов крекинга зависят от характера сырья, типа катализатора и технол. режима процесса. При этом влияние заданных параметров (давление, т-ры нагрева сырья в трубчатой печи и реакторе, а также время контакта исходной фракции с катализатором) оценивают обычно по изменению степени превращения сырья. Последняя равна сумме выходов бензина, газообразных углеводородов и кокса и достигает на совр. установках К. к. 70-80% по массе. Выбор т-ры определяется характеристиками катализатора и сырья и, прежде всего, временем их контакта, технол. схемой и назначением процесса, устройством реакторного блока. Повышение т-ры способствует возрастанию глубины конверсии сырья, постепенному уменьшению выхода бензина, усилению коксообразования, а также увеличению степени ароматизации продуктов крекинга, что приводит к повышению октанового числа бензина и снижению цетанового числа компонентов дизельного топлива. Макс. выход газойлевых фракций достигается при сравнительно низких т-рах крекинга, бензина и углеводородов С3-С4 - при высоких.

Рис. 1. Влияние времени контакта сырья с катализатором на степень его превращения (1), выходы бензина (2), газообразных углеводородов (3), легкого газойля (4), кокса (5) и изменение активности катализатора при постоянной т-ре.
Изменение времени контакта сырья с катализатором сказывается на степени его превращ. и выходах продуктов крекинга (рис. 1). Чем меньше продолжительность пребывания сырья в реакц. зоне, тем ниже глубина его конверсии. Уменьшение времени контакта м. б. скомпенсировано более высокой активностью катализатора и повышением т-ры. При равных активности катализатора и т-ре возрастание времени контакта приводит к увеличению степени превращения сырья.
На первых пром. установках К. к. давление в реакторе и регенераторе не превышало 0,07 МПа. В дальнейшем с целью интенсификации выжига кокса с пов-сти катализатора давление было увеличено до 0,4 МПа. При этом возрастание затрат энергии на сжатие воздуха, подаваемого на регенерацию катализатора, компенсируется, как правило, использованием энергии отходящих дымовых газов, образующихся при выжиге кокса, напр., установкой турбины для привода воздушного компрессора. Поскольку с увеличением давления коксообразование значительно возрастает, выход кокса стремятся уменьшить разбавлением сырья обычно водяным паром, что особенно важно при переработке тяжелого нефтяного сырья.
Один из осн. параметров К.к. - кратность циркуляции катализатора. Регулирование ее позволяет поддерживать тепловой баланс процесса, стабилизировать работу установки крекинга и обеспечить необходимые технико-экономич. показатели. Кол-во циркулирующего катализатора на установках большой единичной мощности очень велико, напр., на установке мощностью 2 млн. т/год перерабатываемого сырья - от 1000 до 1500 т/ч.
К. к. может осуществляться как с поглощением теплоты (разрыв связей С-С), так и с ее выделением (напр., гидрирование, изомеризация, алкилирование, циклизация). В осн. преобладают эндотермич. р-ции, при этом суммарный тепловой эффект определяется разл. факторами, напр., характеристиками катализатора и сырья и степенью его превращения. Необходимая для проведения процесса теплота выделяется при выжиге кокса с пов-сти катализатора.
Первыми катализаторами К. к. служили кислые глины (монтмориллониты), замененные затем аморфными алюмосиликатами, к-рые применяли более 30 лет. С нач. 70-х гг. в технологии К. к. используют кристаллич. алюмосиликаты или цеолитсодержащие катализаторы. Известно более 100 их модификаций для крекинга, различающихся по структуре, составу, св-вам и назначению (см. также Катализаторы
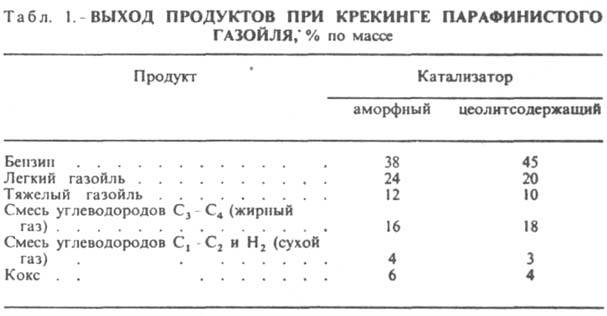
процессов нефтепереработки). Содержание важнейших компонентов (в %): цеолита 18-50, РЗЭ 1,5-4,5, Al2О3 до 50. Осн. достоинства: высокая активность, стабильность (устойчивость к каталитич. ядам и повыш. т-рам), селективность, мех. прочность, хорошая текучесть, небольшой расход и др. По активности и селективности цеолитсодержащие катализаторы значительно превосходят аморфные алюмосиликаты. Активность катализаторов крекинга принято оценивать по выходу бензина, напр., при переработке сырья в стационарном слое катализатора (табл. 1). В начале работы установки крекинга на свежезагруженном катализаторе наблюдается заметное уменьшение его активности, однако в дальнейшем она становится постоянной (равновесной).
В условиях коксообразования, совместного действия высоких т-р, каталитич. ядов и др. факторов поддержание активности катализатора обеспечивается его стабильностью. Созданы катализаторы, к-рые сохраняют необходимые эксплуатац. св-ва даже при накоплении на их пов-стях содержащихся в сырье металлов, преим. Ni и V, в кол-вах, во много раз превышающих обычно наблюдаемые (10-12 тыс. мас. ч. на млн.). Для повышения стабильности катализаторов применяют разные методы, напр., улучшают их структуру.
Селективность кристаллич. алюмосиликатов также выше, чем у аморфных: при одинаковой степени превращения сырья (напр., 80%) выход бензина увеличивается вследствие снижения выходов газообразных продуктов и кокса (табл. 1). Снижение расхода катализатора обеспечивается наряду с его стабильностью повыш. мех. прочностью и плотностью (чем она больше, тем меньше потери с газовыми потоками).
Текучесть и устойчивая циркуляция катализатора в осн. зависят от его гранулометрич. состава - распределения частиц по размерам. Преобладающий размер шариков для установок с движущимся катализатором от 3 до 4 мм. Оптим. распределение по размерам частиц для установок с микросферич. катализатором составляет:
|
Фракция, мкм
|
Содержание, % по массе
|
||
|
0-20 ... .....
|
1,5-2,0
|
||
|
0-40 ... .....
|
16-17
|
||
|
0-80 ... .....
|
65-70
|
||
|
0-105 ... ......
|
85-90
|
||
|
0-149 .............
|
98,5-99
|
||
При приготовлении катализаторов содержание мелких (до 40 мкм) и крупных (более 105 мкм) фракций ограничивают из-за неудовлетворит. улавливания в циклонах и меньшей прочности. На практике преобладает средний размер частиц ок. 60 мкм.
Для повышения эффективности К. к. созданы также пассиваторы на основе Sb, позволяющие уменьшить дезактивирующее действие металлов (Ni, V); промоторы на основе Pt для окисления СО, образующегося при выжиге кокса; добавки для связывания S, способствующие снижению выбросов в окружающую среду оксидов серы, и т.д.
В связи с необходимостью углубления переработки нефти в качестве сырья для К. к. все шире используются тяжелые
нефтяные фракции с высоким содержанием металлов и коксообразующих в-в. В случае переработки такого сырья расход катализатора для поддержания нужной его активности существенно возрастает (иногда до 3-4 кг/т сырья) вследствие отравления его металлами и воздействия повыш. т-р при регенерации. Поэтому одно из направлений совершенствования К. к. - создание катализаторов с повыш. термич. стабильностью, способных при низком расходе длит. период сохранять высокую активность. Кроме того, разрабатываются катализаторы с целью повышения октанового числа бензина, достижения макс, выхода средних дистиллятных фракций и др.
Сырье и целевые продукты. Сырье: легкое - керосино-газойлевые фракции (выкипают в пределах 200-350 °С), тяжелое - вакуумные газойли (350-500 °С). В СССР особенно распространены вакуумные газойли (напр., западносибирской нефти) с концом кипения ок. 500 °С, характеристики к-рых приведены ниже:
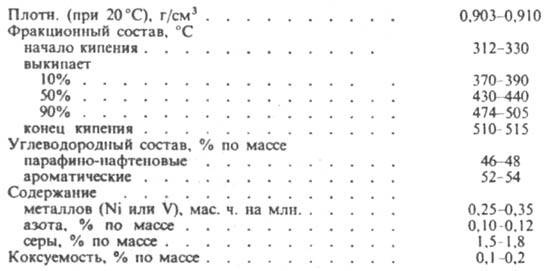
Примеси в сырье металлов, коксообразующих в-в, а также азотистых и сернистых соед. оказывают отрицат. влияние на К. к. Так, при повыш. содержании Ni увеличивается коксообразование - разрушается цеолит катализатора, Na - заплавляются его поры. Возрастанию отложений кокса способствует также повышение коксуемости сырья. Увеличение содержания азота приводит к дезактивации и снижению селективности катализатора, возрастание содержания соед. серы - к повышению ее концентрации в продуктах крекинга. Поэтому стремятся ограничить, напр., коксуемость исходных нефтяных фракций значением, не превышающим 0,3% по массе, а содержание в сырье Ni + V и Na - 1мас. ч. на млн. Один из самых рациональных способов подготовки нефтяных фракций для К.к.-гидроочистка, позволяющая значительно повысить степень превращ. сырья и выход бензина, а также снизить коксообразование и содержание серы в продуктах крекинга. В табл. 2 приведены данные по гидроочистке и К. к. в лифт-реакторе тяжелых фракций западносибирской нефти.
Табл. 2. ВЛИЯНИЕ ГИДРООЧИСТКИ НА КАЧЕСТВО И РЕЗУЛЬТАТЫ КРЕКИНГА ВАКУУМНОГО ГАЗОЙЛЯ
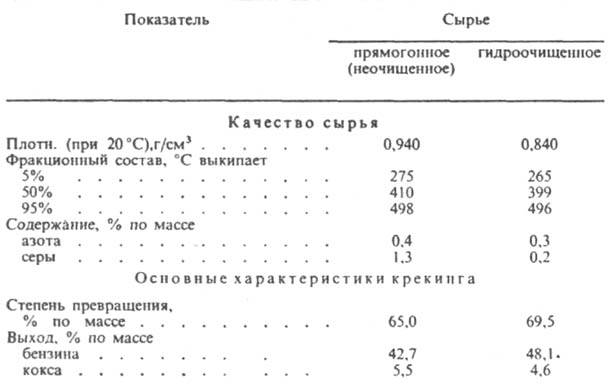
При К. к. обычно ок. 40% серы, содержащейся в сырье, превращ. в H2S, a 3-4% и 20-28% попадают соотв. в бензиновую фракцию и легкий газойль, остальное кол-во - в тяжелый газойль и кокс. Посредством гидроочистки удается, как правило, снизить выбросы с топочными газами из регенератора оксидов серы и ее содержание в бензине (до [0,1%) и легком газойле (до 0,5%). С нач. 80-х гг. благодаря созданию спец. катализаторов появилась возможность использовать в качестве сырья нек-рые мазуты (табл. 3). При этом мазуты типов I и II можно подвергать К. к. непосредственно, мазуты типа III - после предварит, подготовки (гидроочистки, деметаллизации, деасфальтизации с применением селективных р-рителей или адсорбционно-каталитич. очистки).
Табл. 3.-ХАРАКТЕРИСТИКИ НЕКОТОРЫХ МАЗУТОВ КАК СЫРЬЯ ДЛЯ КАТАЛИТИЧЕСКОГО КРЕКИНГА
|
Тип |
Содержание металлов, мас. ч. на млн. |
Коксуемость, % по массе |
||
|
I |
до 10 |
до 5 |
||
|
II |
до 30 |
5 10 |
||
|
III |
св. 30 |
10-20 |
||
Осн. целевые продукты К.к.: бензин (фракция С5-195°С, средний выход 45% в расчете на массу сырья), газообразные углеводороды (С3-С4, 18%), легкий газойль (фракция 195-350°С, 19%), тяжелый газойль (фракция выше 350°С, 10%); побочные продукты: сухой газ (2%), кокс (4-5%). Бензиновую фракцию с октановым числом по исследовательскому методу 91-94 используют как компонент товарных бензинов, углеводороды С3-С4 - для алкилирования, а также в виде сжиженного газа или для получения ме-тил-трет-бутилового эфира, применяемых как альтернативные топлива. Легкий газойль - компонент дизельного топлива с цетановым числом 20; в мягких условиях крекинга (т-ра ок. 450 °С, время контакта ок. 1 с, малоактивный катализатор) удается снизить степень ароматизации продукта и повысить его цетановое число примерно до 30. Возможны варианты К. к. с макс, отбором бензина или легкого газойля:
|
Выход, % по массе |
Вариант 1 |
Вариант 2 |
||
|
Бензина ... |
48 |
35 |
||
|
Легкого газойля ... |
15 |
30 |
||
|
Углеводородов С3-С4 ... |
22 |
15 |
||
Тяжелый газойль - компонент топочного мазута или сырье для коксования. В качестве целевых продуктов выделяют также: фракцию 195-270 °С- сырье для произ-ва реактивных топлив, нафталина и др.; ароматизир. фракцию 270-420 °С - сырье для получения техн. углерода (сажи) или флотореагентов. Сухой газ применяют как топливо, кокс сжигают в регенераторе.
Схемы промышленных установок. Принципиальная тех-нол. схема: подогрев сырья в трубчатой печи; смешение нагретого сырья с потоком регенерир. катализатора; собственно К. к. в реакторе; разделение реакц. смеси в ректификац. колонне на целевые продукты; конденсация, охлаждение и вывод продуктов с установки; обработка катализатора водяным паром в десорбере; выжиг в регенераторе кокса, отложившегося на пов-сти катализатора, и возврат его в реактор.
Наиб. распространены установки К. к. с микросферич. катализатором (рис. 2). Подогретое в трубчатой печи (топке) сырье подают в т. наз. узел захвата, где оно тонко распыливается и встречается с потоком регенерир. катализатора. Крекинг осуществляют, как правило, в лифт-реакторе в режиме пневмотранспорта: катализатор перемещается
снизу вверх парами сырья при линейных скоростях потока 10-12 м/с. Высота реактора (к-рый представляет собой стальную футерованную изнутри трубу), обеспечивающая необходимое время контакта сырья с катализатором, обычно составляет 30-35 м. Применяют также реакторы др. конструкций, напр, с кипящим слоем катализатора. Пары продуктов крекинга и непревращенное сырье после отделения от катализатора в циклонных сепараторах, расположенных в сепарац. пространстве реактора, разделяют в ректификац. колонне, из к-рой в систему возвращают т. наз. шлам -смесь тяжелого газойля с катализатором. Отработанный катализатор из сепараторов поступает в десорбер, где с пов-сти катализатора отдувают адсорбированные и увлеченные потоком углеводороды.
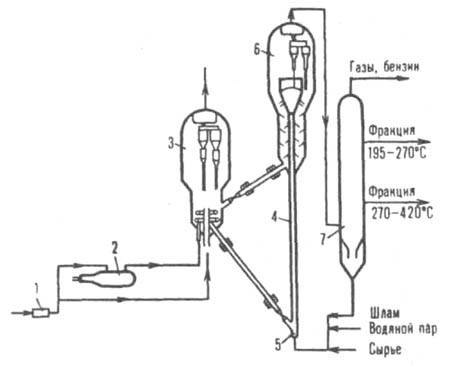
Рис 2. Установка крекинга с микросферич. катализатором: 1 воздушный компрессор; 2 тонка; 3 регенератор; 4 лифт -реактор; 5 узел распыла (захвата) сырья, 6-десорбер; 7 ректификац. колонна.
Выжиг кокса, содержание к-poro на катализаторе достигает 0,8-1,0% по массе, проводят нагретым воздухом в регенераторе-стальном цилиндрич. аппарате высотой до 30 м. Типичные параметры регенерации: кол-во катализатора 85% от всей загрузки (остальная часть-в реакторе и десорбере); расход воздуха на 1 кг кокса 12-15 кг; время выжига кокса от 5 до 30 мин; интенсивность выжига от 20 до 80 кг/ч на 1 т катализатора; остаточное содержание кокса от 0,1 до 0,25%. Теплоту топочных газов, образующихся при выжиге кокса и сгорании СО, используют для получения водяного пара в котле-утилизаторе. В ряде случаев дожиг СО наряду с применением промоторов проводят также термически (при т-рах до 830 °С). Выбор условий регенерации, типа (стабильности) и кол-ва догружаемого свежего катализатора позволяют установить его равновесную оптим. активность и необходимые выходы целевых продуктов. Регенерир. катализатор снова самотеком поступает в лифт-реактор и т. обр. непрерывно циркулирует в системе. Осн. особенности установок К. к. с лифт-реакторами: большая единичная мощность (до 4-5 млн. т/год перерабатываемого сырья); высокотемпературная регенерация катализатора под повыш. давлением (до 0,4 МПа); применение эффективных циклонных сепараторов; длительность межремонтного пробега до 3-4 лет. Находят применение системы с двумя, а также с секционир. регенераторами, работающими по противоточной схеме (катализатор движется сверху вниз навстречу воздуху) для достижения большей глубины регенерации. Тенденция на переработку тяжелого сырья требует создания спец. устройств с целью более тщательного его распыливания для облегчения испарения в узле контакта с потоком катализатора, отвода из регенератора избытка теплоты и т.д. Установки К. к. с движущимся слоем шарикового катализатора еще находятся в эксплуатации, но вследствие недостаточной экономим, эффективности свое значение утратили. Лит.: Суханов В.П., Каталитические процессы в нефтепереработке, 3 изд., М., 1979; Крекинг нефтяных фракций на цеолитсодержащих катализаторах, под ред. С.Н.Хаджиева, М., 1982; Эрих В.Н., Расина М. Г.. Рудин М. Г., Химия и технология нефти и газа, 3 изд., Л., 1985; Смидович Е. В., Крекинг нефтяного сырья и переработка углеводородных газов, 3 изд., М., 1980 (Технология переработки нефти и газа, ч. 2); Ventuto P. В., Habib Е. Т., "Catalysis Rev. Sci. Eng.", 1978, v. 18, № I, p. 1-150. T. X. Мелик-Ахназаров.