


ПОЛИЭФИРНЫЕ ВОЛОКНА,
синтетич. волокна, формуемые из сложных полиэфиров. Осн. пром. значение
имеют П. в. из полиэтилентерефталата (ПЭТ). П. в. получают также на основе
химически модифицированного ПЭТ (со-полиэфирные волокна) и в значительно меньших
кол-вах - из поликарбонатов, полиэтиленоксибензоата, поликсилилен-гликольтерефталата,
жидкокристаллич. полиэфиров, поли-гликолидов и др.
Полиэтилентерефталатное
волокно (лавсан, терилен, дакрон, элана, тревира, тетерон, гризутен, тергаль,
слотера, терленка, терел и др.).
Получение. П. в. формуют
из расплава (см. Формование химических волокон), используя ПЭТ с мол.
м. (20-25)·103 (жгут и текстильные нити) или с мол. м. (30-40)·103
(техн. нити). В ПЭТ должно содержаться (% по массе): влаги не более 0,01; диэтиленгликоля
не более 1,0; сухого остатка не более 0,06; ТiO2 от 0,05 до 2; красителя
от 0,4 до 2,0; концевых групп СООН не более 40 г-экв/т; вязкость расплава должна
составлять 200-700 Па·с (280 °С).
ПЭТ перерабатывают по периодич.
схеме (из гранулята) и по непрерывной (прямое формование из расплава ПЭТ после
его синтеза). Обычно гранулят ПЭТ плавят при 280-320 °С в экструдерах, производительность
к-рых достигает 1-15 кг/мин.
Расплав от одного экструдера
распределяется в зависимости от тонины формуемой нити на 20-100 фильер (число
отверстий в фильерах при формовании волокон 100-2000, техн. нитей-140-280, текстильных-8-80;
диаметр отверстий
фильеры 0,2-0,6 мм). Струйки расплава, выходящие из фильеры, интенсивно охлаждаются
воздухом в спец. шахте машины формования и затвердевают. Кол-во фильер в одной
шахте колеблется от 1 до 16. С целью снятия электростатич. зарядов, улучшения
фрикционных св-в волокно обрабатывают замасливателями (см. Текстильно-вспомогательные
вещества). Затем оно поступает на приемное устройство, конструкция и скорость
к-рого зависят от вида вырабатываемой продукции.
П. в. выпускают в виде
комплексных техн. (здесь и далее линейная плотн. 280-3400 дтекс) и текстильных
(30-300 дтекс) нитей, мононити (диаметр 0,1-1,5 мм), резаного волокна (1,1-20
дтекс), жгута [1,7-4,4 дтекс, масса 1 м погонного (развес) (50-100)-103
текс], коврового жгутика (20000-30000 дтекс), нетканых материалов (типа "спан-бон").
Резаное волокно и жгут
производят гл. обр. прямым формованием с послед. переработкой на спец. агрегате.
Сформованные нити, выходящие из 20-50 фильер, объединяются в жгутик, к-рый со
скоростью 800-1800 м/мин принимают в контейнер (200-2500 кг жгута). Затем из
20-40 контейнеров собирается общий жгут, подвергаемый последовательно операциям:
1) ориентац. вытягиванию (в 3,0-4,5 раза), осуществляемому в одну или две ступени
в паровой либо воздушной камере при 120-180°С со скоростью 100-350 м/мин,
и стабилизации удлинения при растяжении 2-4% и т-ре 200-220 °С; 2) гофрированию,
после чего жгут приобретает извитость (3-6 извитков на 1 см); 3) термообработке
в течение 15-20 мин при 110-140°С (жгут сушится и фиксируются извитки; волокно
при этом усаживается на 15-18%); 4) охлаждению; 5) антистатич. обработке. Затем
жгут режут, получая волокно, или направляют в жгутоукладчик. Резаные волокна
(хлопкового типа длиной 34-40 мм, линейной плотн. 1,1-1,7 дтекс; шерстяного,
льняного и мехового типов длиной 60-120 мм, линейной плотн. 3,3-20 дтекс) прессуют
в кипы.
Техн. нить формуют из ПЭТ,
предварительно подвергнутого дополнит. поликонденсации в расплаве или твердой
фазе, и со скоростью 400-1000 м/мин принимают на бобины (масса нити на бобине,
т.е. паковки, 10-20 кг). Послед. ориентац. вытягивание (в 4,5-6 раз) осуществляют
на кру-тильно-вытяжных машинах со скоростью 150-300 м/мин сначала при 70-90
°С, затем при 150-200 °С; масса паковки 2-6 кг. При получении малоусадочной
(усадка до 4% при 150 °С) техн. нити совмещают операции вытягивания и термообработки.
Так, на горизонтальных агрегатах нити (одновременно 150-250) подвергают двустадийному
вытягиванию в 3,0-3,5 и 2,0-1,5 раза при 90-100 и 150-250 °С соотв. и термообработке
в своб. состоянии при 200-240 °С (усадка нити 4-10%). Готовая нить принимается
со скоростью ок. 200 м/мин на паковку массой до 20 кг. Техн. нить с линейной
плотн. 1110 дтекс подвергают трощению (сложению 2-6 нитей вместе) и крутке (50-100
витков на 1 м) чаще всего на машинах с веретенами двойного кручения со скоростью
ок. 50 м/мин. На свежесформованные нити, предназначенные для произ-ва РТИ или
шин, наносят адгезионную композицию (содержит эпоксидную смолу и отвердитель
аминного типа) в кол-ве 0,4-0,8% от массы нити.
Экономичны схемы произ-ва
техн. нитей, совмещающие стадии формования, вытягивания, а иногда и термообработки
на одной машине, на к-рой нить со скоростью 2500-3000 м/мин принимается на паковку
массой до 20 кг.
Текстильную нить в гладком
виде получают обычно по классич. схеме (формование и вытягивание на отдельных
машинах) или совмещенной (на одной машине проводятся формование и вытяжка нити
со скоростью 3000-4000 м/мин). По первой из них нить формуют со скоростью 1200-2000
м/мин и принимают на паковку массой 5-10 кг. Вытягивают в 3,5-5 раз со скоростью
600-1800 м/мин сначала при 70-90 °С, затем при 120-160°С; масса паковки
1,0-3,0 кг. Если нити подвергают крутке (100-200 витков на 1 м), их обрабатывают
затем паром при 110-140°С в течение 0,5-1 ч с целью фиксации крутки, при
к-рой происходит также
снижение усадки (до 2-4%), после чего перематывают со скоростью 900-1200 м/мин
на товарную паковку массой 1,5-3,0 кг.
Совр. технология произ-ва
текстильных текстурир. нитей включает две осн. стадии: высокоскоростное формование
(до 6000 м/мин) и совмещенный процесс ориентац. вытягивания с текстурированием.
Последний проводят на машинах, снабженных механизмом ложной крутки фрикционного
типа, со скоростью 600-1000 м/мин; масса паковки 3-5 кг. Текстурир. нить можно
подвергать дополнительно трощению, крутке (60-100 витков на 1 м) и поверхностному
крашению. Производятся также пневмосоединенные и пневмотекстурир. однородные
и неоднородные нити. Интенсивно развивается произ-во пряжеподобных нитей, состоящих
из 60-100 элементарных нитей, профилированных, комбинированных, фасонных, разноусадочных
и др. нитей (см. Текстурированные нити).
Мононить получают на горизонтальных
агрегатах по непрерывной технол. схеме, включающей формование в охладит. водную
ванну (50-70°С) одновременно 20-60 мононитей, двустадийное ориентац. вытягивание
в 4-5 раз в паровых или воздушных камерах при 120-160°С, термообработку
под натяжением (2-10%) или в своб. состоянии при 180-220 °С и приемку со
скоростью 80-120 м/мин; масса паковки 1-2 кг.
Свойства волокон приведены
в таблице.
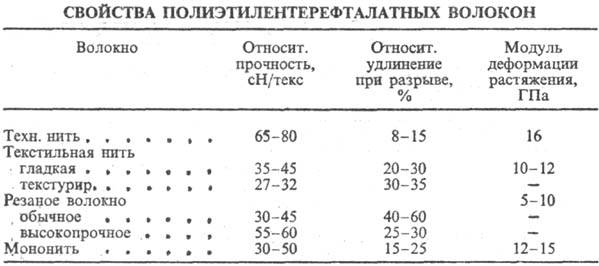
Влагопоглощение при 20
°С и 65%-ной относит.- влажности воздуха составляет 0,3-0,4%. Сохранение
прочности в мокром состоянии 100%, в петле 80-90%, в узле 70-85%; модуль сдвига
при кручении 80-150 МПа. Эластич. восстановление после деформации П. в. на 5%
равно 85-95%. Усадка в кипящей воде П. в., не подвергнутого термообработке,
составляет 5-15%, термообработанного-1-4%. Устойчивость к истиранию П. в. в
4-5 раз ниже, чем у полиамидных волокон. Сопротивление многократным изгибам
также ниже, чем у полиамидных волокон, но в 2,5 раза выше, чем у гидратцеллюлозных.
Ударная прочность полиэфирного корда в 4 раза выше, чем у полиамидного корда,
и в 20 раз выше, чем у вискозного.
Интервал рабочих т-р П.
в. от —60 до 170°С: т. пл. 260 b 2 °С; т-ра нулевой прочности
248 °С; 1,13 кДж/(кг·К). Под действием огня волокно плавится, но
загорается с трудом, после удаления из огня самозатухает. Для снижения горючести
П. в. обрабатывают антипиренами (в массе или поверхностно, в кол-ве до 10% от
массы волокна). П. в. сравнительно атмосферо- и светостойко: после пребывания
на солнце в течение 600 ч теряет прочность на 60% (полиамидные волокна в этих
условиях разрушаются). Электрич. св-ва: e 2,8-3,2 (25°С; 50·106
Гц), rs 1014 Ом.
но
загорается с трудом, после удаления из огня самозатухает. Для снижения горючести
П. в. обрабатывают антипиренами (в массе или поверхностно, в кол-ве до 10% от
массы волокна). П. в. сравнительно атмосферо- и светостойко: после пребывания
на солнце в течение 600 ч теряет прочность на 60% (полиамидные волокна в этих
условиях разрушаются). Электрич. св-ва: e 2,8-3,2 (25°С; 50·106
Гц), rs 1014 Ом.
П. в. раств. в крезоле
и др. фенолах; частично разрушается, растворяясь в конц. H2SO4
(выше 83%-ной) и HNO3, полностью разрушается при кипячении в конц.
р-рах щелочей, обработке водяным паром при 220 °С в течение 1 ч. Обработка
паром при 100°С, ввиду частичного гидролиза ПЭТ, сопровождается уменьшением
прочности. Устойчиво в ацетоне, СС14, дихлорэтане и др. р-рителях,
используемых в хим. чистке, к действию окислителей и восстановителей, микроорганизмов,
моли, коврового жучка.
Осн. недостатки П.в.-трудность
крашения, гидрофоб-ность, электризуемость, склонность к пиллингу (образование
на пов-сти изделия скрученных волоконец-"шариков"), жесткость изделий,
плохая драпируемость.
Применение. Техн. нить
используют для изготовления транспортерных лент, приводных ремней, канатов,
парусов, рыболовных сетей и тралов, бензо- и нефтестойких шлангов, электроизоляц.
и фильтровальных материалов и др. Из мононити вырабатывают сетки для бумагоделат.
машин, щетки для хлопкоуборочных комбайнов и зерноочистит. машин, застежки "молния",
струны ракеток, фильтры и т. д. Техн. нить низкой линейной плотн. (40 - 50 дтекс)
применяют для обмотки электропроводов малого сечения и в медицине (синтетич.
кровеносные сосуды и хирургич. нити).
Из гладких текстильных
нитей вырабатывают трикотаж, ткани типа тафты, жоржета, крепа, пике, твида,
атласа, фасонные ткани (трико-кружево), гардинно-тюлевые изделия, плащевые и
зонтичные ткани, из текстурированных -плательные и костюмные ткани, трикотажные
изделия, мужские и дамские сорочки, детскую одежду, чулки, носки и мн. др.
Резаные волокна применяют
в осн. в смеси с шерстью, хлопком или льном (33-67%). Присутствие П. в. повышает
износостойкость и прочность, понижает сминаемость и усадочность ткани, позволяет
сохранить красивый внеш. вид и устойчивость формы готовых изделий при эксплуатации.
Из полиэфирного резаного волокна в чистом виде или в смеси с др. природными
и хим. волокнами выпускают костюмные, пальтовые, сорочечные, плательные ткани,
техн. сукна, нетканые материалы.
Сополиэфирные волокна
(дилана, велана, тесил, викрон, грилен и др.). Недостатки полиэтилентерефталатного
волокна во многом устраняются хим. модификацией ПЭТ, напр. алифатич. и ароматич.
дикарбоновыми к-тами или их эфирами, гидроксикислотами, диолами, содержащими
также др. функц. группы, полигликолями, соед., содержащими сульфо- или карбоксильную
группу, фосфор, галоген. Мо-дифицир. добавки вводят на стадии синтеза ПЭТ.
Сополиэфирные волокна получают
по тем же технол. схемам, что и полиэтилентерефталатные, к-рым они близки также
по св-вам и областям применения, хотя имеют и ряд особенностей. Напр., волокно,
модифицированное добавкой 6-10% (по массе) смеси диметилизофталата и диметил-ортофталата,
отличается повыш. усадкой (25-70%), что делает его ценным для получения высокообъемной
пряжи в смеси с др. малоусадочными волокнами, а также для получения нетканых
материалов и основы искусств. кожи.
Производятся также легко
окрашиваемые, неэлектризующиеся, мало пиллингующиеся и др. виды сополиэфир-ных
волокон и нитей.
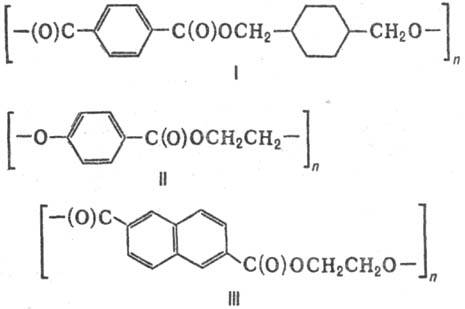
Прочие полиэфирные волокна.
Волокно из продукта поликонденсации терефталевой к-ты или ее диметилового
эфира и 1,4-бмс-(гидроксиметил)циклогексана (кодель, вес-тан; ф-ла I) плавится
при более высокой т-ре (ок. 295 °С), обладает меньшими пиллингом (распушиванием)
и плотн. (1,220 г/см3), лучшей накрашиваемостью, более высокой теплостойкостью,
чем волокно из ПЭТ.
Волокно из полибутилентерефталата
(ПБТ) имеет меньшую плотн. (1,320 г/см3), чем из ПЭТ, хорошо
окрашивается дисперсными красителями, отличается высокой хим. стойкостью.
Текстильные нити из полиэтиленоксибензоата
(А-Телл; ф-ла И), получаемого поликонденсацией этилового эфира n-гидроксибензойной
к-ты, стойки к УФ облучению. По сравнению с волокном из ПЭТ они более устойчивы
в воде, к-тах и щелочах, обладают высокой усадкой в кипящей воде (до 30%), лучшей
накрашиваемостью, однако размягчаются и плавятся (соотв. при 185 и 223 °С)
при более низких т-рах; модуль деформации растяжения 4-8 ГПа.
Волокна из полиэтиленнафталата
- продукта поликонденсации 2,6-нафталиндикарбоновой к-ты и алифатич. гликолей
с числом групп СН2 от 2 до 6 (ПЭН; ф-ла III) - отличаются высокими
прочностью (80 сН/текс), модулем деформации растяжения (30 ГПа) и термостойкостью.
Они сохраняют до 100% прочности при нагр. в течение 96 ч при 200 °С, устойчивы
в горячей воде в течение 10 сут, их усадка в кипящей воде менее 2%.
П. в. получают также из
полигликолида и полилактида (используют как рассасывающийся шовный материал
в хирургии), поликарбонатов (мол. м. 30000-50000), перспективны волокна из жидкокристаллич.
полиэфиров.
Мировое произ-во П. в.
(преим. на основе ПЭТ) в 1987 составило 8,4 млн. т, в т.ч. 57% волокон и 43%
нитей. В СССР произ-во П. в 1990 достигло 270 тыс. т. Выпуск волокон из модифицир.
ПЭТ, преим. окрашивающихся катионными красителями, составляет ок. 15% от мирового
произ-ва, трудногорючих - более 10%.
Первое пром. произ-во полиэтилентерефталатного
волокна организовано в США в 1953, первое сополиэфирное волокно (дакрон Т-64)
получено в США в 1962.
Лит.: Петухов Б. В., Полиэфирные волокна, М., 1976; Полиэфирные волокна из химически модифицированного полиэтилентерефталата, М., 1977 (Обзорная информация НИИТЭхим. Сер. Промышленность химических волокон); Айзенштейн Э. М., в кн.: Технология производства химических волокон, 3 изд., М., 1980, с. 326-414; Грибанов С. А., Айзенштейн Э. М., "Хим. волокна", 1981, № 3, с. 18-23.
Э. М. Айзенштейн.